This little
instrument was my first experience in organ building, back in 1983. A
test
ground for various ideas on how to make one.
It has 32 pipes, all open flutes made from 0.2 mm tinned iron plate. The pitch range is two and a half chromatic octaves, from f=349Hz to c=2093Hz.
It is housed in a small cabinet made from panels, beech frames filled in with 4 mm birch plywood. The bottom plate is 12 mm plywood, like an attached upright main internal wall behind the pipes. The exterior side panels are screwed to the bottom plate and inner wall at three points each.
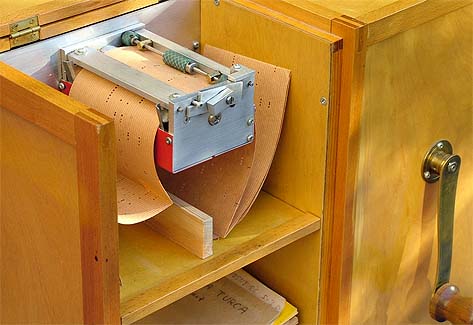
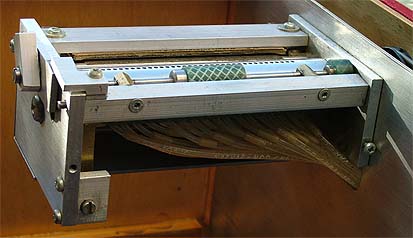
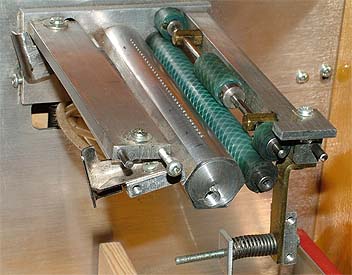
Seen from the operator side, at right there is a connector socket for the crank to drive the air pump. At left, behind covers is at top the tracker mechanism, and below a storage compartment for music books of punched paper strips.
It has 32 pipes, all open flutes made from 0.2 mm tinned iron plate. The pitch range is two and a half chromatic octaves, from f=349Hz to c=2093Hz.
It is housed in a small cabinet made from panels, beech frames filled in with 4 mm birch plywood. The bottom plate is 12 mm plywood, like an attached upright main internal wall behind the pipes. The exterior side panels are screwed to the bottom plate and inner wall at three points each.
Seen from the operator side, at right there is a connector socket for the crank to drive the air pump. At left, behind covers is at top the tracker mechanism, and below a storage compartment for music books of punched paper strips.